Further increase in nozzle tip distance decreases the metal removal rate since the velocity will get reduced due to drag of atmosphere. Free access to premium services like Tuneln, Mubi and more.
This operation is more repeatable than methods such as grinding or other forms of abrasion. Further increase in mixing ratio decreases the Metal Removal Rate. Although this operation is ideal for many applications there a different types of abrasive flow machining. In fact, our Extrude Hone line of machining solutions can reach, shape and perfect surfaces you cant even see to provide improved performance you can measure. PRIVACY NOTICELast updated July 24, 2022This privacy notice for Learnmech.com ("Company," "we," "us," or "our"), describes how and why we might collect, store, use, and/or share ("process") your Pressure Vessels - Parts, Design, Application, Types, Material, Diagram. For fragile materials it is recommended to use lower pressure which can be preferred for items that may be negatively influenced by friction heat. Aluminum oxide is an ideal abrasive choice if the application does not require the abrasive power of the diamond. Book: Nonconventional Machining by P. K. Mishra (Narosa Publishing House). This protects the workpiece from thermal damage. This method is employed in micro welding, fine drilling and aperture drilling for electronic microscope. 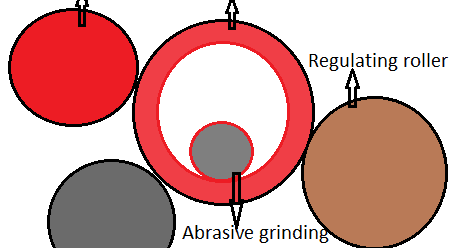 APIdays Paris 2019 - Innovation @ scale, APIs as Digital Factories' New Machi Mammalian Brain Chemistry Explains Everything. It controls the compressed air flowing through the pipe. By understanding the advantages and disadvantages of each type of media and abrasive flow machining styles the most cost effective results can be achieved. Polytechnic, and his B-tech in Mechanical Engineering with Minor in Fintech Engineering from KIIT University, Bhubneswar, Your email address will not be published. Provides more predictable processing time, and controllable process results.
APIdays Paris 2019 - Innovation @ scale, APIs as Digital Factories' New Machi Mammalian Brain Chemistry Explains Everything. It controls the compressed air flowing through the pipe. By understanding the advantages and disadvantages of each type of media and abrasive flow machining styles the most cost effective results can be achieved. Polytechnic, and his B-tech in Mechanical Engineering with Minor in Fintech Engineering from KIIT University, Bhubneswar, Your email address will not be published. Provides more predictable processing time, and controllable process results.  How Stand-Off-Distance Affects Machining Accuracy in AJM Process? 5. Regardless of the type, a hydraulic cylinder pushes an abrasive substance through a channel which is known as the work piece resulting in shaping, deburring and polishing. Functions of Carrier Gas in Abrasive Jet Machining (AJM), Pros and cons of single point cutting tool, Pros and cons of double point cutting tool, Pros and cons of multi point cutting tool. Here the work is to clean the fuel if there are any dust particles present.
How Stand-Off-Distance Affects Machining Accuracy in AJM Process? 5. Regardless of the type, a hydraulic cylinder pushes an abrasive substance through a channel which is known as the work piece resulting in shaping, deburring and polishing. Functions of Carrier Gas in Abrasive Jet Machining (AJM), Pros and cons of single point cutting tool, Pros and cons of double point cutting tool, Pros and cons of multi point cutting tool. Here the work is to clean the fuel if there are any dust particles present.  Use Electrochemical EC Rifling by Extrude Hone. [2], Abrasive flow machining was first patented by the Extrude Hone Corporation in 1970. This method is also employed to perform cleaning and cutting operations on the materials like silicon, germanium, quartz, mica and many more. [1] AFM smooths and finishes rough surfaces, and is specifically used to remove burrs, polish surfaces, form radii, and even remove material. Looks like youve clipped this slide to already. In AJM, why abrasive particles cannot be reused?
Use Electrochemical EC Rifling by Extrude Hone. [2], Abrasive flow machining was first patented by the Extrude Hone Corporation in 1970. This method is also employed to perform cleaning and cutting operations on the materials like silicon, germanium, quartz, mica and many more. [1] AFM smooths and finishes rough surfaces, and is specifically used to remove burrs, polish surfaces, form radii, and even remove material. Looks like youve clipped this slide to already. In AJM, why abrasive particles cannot be reused?  Our machines improve the precision of finished product profiles with complete processing in a fraction of the time required by other methods. From single component arrangement to multi-component arrangement. Controlling media flow characteristics during the abrasive flow machining process is critical to maintaining predictable results. In a nozzle, the abrasive grains continuously flow with a very high speed. Various advantages and disadvantages of abrasive jet machining (AJM) are elaborated in the successive sections. The fluid is forced through the workpiece by a hydraulic ram,[3] where it acts as a flexible file, or slug, molding itself precisely to the shape of the workpiece. Blockchain + AI + Crypto Economics Are We Creating a Code Tsunami? The fragile metals which are very difficult to machine in the conventional machining process are easily machined by this process with better accuracy. 5. However silicon carbide is a better choice for cutting harder materials due to the superior sharpness of silicon carbide. The mass flow rate of abrasive particle depends on the pressure of the gas. Inaccurate cutting and drillingAJM is good for removal of deposits on surface (such as coating, oxides, etc.). This is made up of hard material. The basic working principle employed in abrasive jet machining is shown in the above figure. There are many parameters that influence material removal rate. Capabilities. The amount of media extruded through the component that is required to achieve the process. Customizability. Abrasive flow machining is a finishing process for a variety of materials including tough metals such as titanium. Improved performance. Besides we also try to provide you with recent trends and news which is happening in the industry so that you can update yourself accordingly. x\[s8~OU_VhBrsqoz=VAVhYrK' EvWts9 ru~pXn/O._7fyhwNE&D^+3k\fw_
B:/g~~>l\zmvifr> Z66l%{7@>0PjM3_dyN]uU*W"3Z #2-Fe82W`:ULq*z}Dj/ u/Q6x)-(k2*scOi7]1? Your email address will not be published. 4 0 obj
Quality and repeatability. No thermal damage of workpieceUnlike conventional machining or thermal energy based non-traditional machining processes, AJM produce no palpable heat during machining. AFM can be applied to any metal material, including titanium, super alloys, and materials that have been hardened or are otherwise difficult to machine. OPS! The speed of processing media slug through the workpiece passage. As the velocity pressure depends on the composition of gas, the material removal rate is mainly affected by the composition of the gas. endobj
Our Extrude Hone AFM AUTOFLOW process provides greater control of the abrasive flow machining process to enhance the predictability of your production system, and help control production costs and quality. The abrasive particles in the media grind away rather than shear off the unwanted material. If you continue to use this site we will assume that you are happy with it. https://blog.iqsdirectory.com/abrasive-flow-machining/, Preventing Bond Failure in Rubber to Metal Bonding, Latest Insights in the Evolving Digital World. Abrasive collection and disposal are problematicTiny grains of abrasive are injurious to health and must not be allowed to mix with atmosphere after machining. Abrasive power feed rate can be controlled by the amplitude of vibration of the mixing chamber. Enjoy access to millions of ebooks, audiobooks, magazines, and more from Scribd. 3. Analysis of abrasive jet machining parameters on mrr and kerf width of hard a Hareesha N Gowda, Dayananda Sagar College of Engg, Bangalore, Ch27 advanced machining Erdi Karaal Mechanical Engineer University of Gaziantep, Lo# 3a(2033 common) manufacturing technology PART 1, IIIE SECTION A MANUFACTURING TECHNOLOGY NOTES 8.die castings. The rate of material removal depends on the following factors: The Extrude Hone AFM process controls the media flow rate and pressure, volume and type of media, media temperature, and consequently the amount of material that is removed. 5. Abrasive flow machining (AFM), also known as abrasive flow deburring[1] or extrude honing,[2] is an interior surface finishing process characterized by flowing an abrasive-laden fluid through a workpiece. Machining can be performed easily for brittle type of materials of thin sections. Flow rates are normally .3 to 378 L/min or 3-100 GPM and can last for several hundred cycles. Abrasive Jet Machining Parts or Construction: Working Principle of Abrasive Jet Machining: https://www.sciencedirect.com/topics/materials-science/abrasive-jet-machining, https://www.researchgate.net/publication/222641589_A_review_of_abrasive_jet_machining. Wide range of surface finish can be obtainedSurface roughness of 0.1 1.5 micron is achievable in AJM using various sizes of abrasives. This device will check the required amount of pressure is there or not. Advantages and Limitations of Abrasive Jet Machining (AJM) Process. In this machining, the Abrasive particle size is 10-40 Micros.
Our machines improve the precision of finished product profiles with complete processing in a fraction of the time required by other methods. From single component arrangement to multi-component arrangement. Controlling media flow characteristics during the abrasive flow machining process is critical to maintaining predictable results. In a nozzle, the abrasive grains continuously flow with a very high speed. Various advantages and disadvantages of abrasive jet machining (AJM) are elaborated in the successive sections. The fluid is forced through the workpiece by a hydraulic ram,[3] where it acts as a flexible file, or slug, molding itself precisely to the shape of the workpiece. Blockchain + AI + Crypto Economics Are We Creating a Code Tsunami? The fragile metals which are very difficult to machine in the conventional machining process are easily machined by this process with better accuracy. 5. However silicon carbide is a better choice for cutting harder materials due to the superior sharpness of silicon carbide. The mass flow rate of abrasive particle depends on the pressure of the gas. Inaccurate cutting and drillingAJM is good for removal of deposits on surface (such as coating, oxides, etc.). This is made up of hard material. The basic working principle employed in abrasive jet machining is shown in the above figure. There are many parameters that influence material removal rate. Capabilities. The amount of media extruded through the component that is required to achieve the process. Customizability. Abrasive flow machining is a finishing process for a variety of materials including tough metals such as titanium. Improved performance. Besides we also try to provide you with recent trends and news which is happening in the industry so that you can update yourself accordingly. x\[s8~OU_VhBrsqoz=VAVhYrK' EvWts9 ru~pXn/O._7fyhwNE&D^+3k\fw_
B:/g~~>l\zmvifr> Z66l%{7@>0PjM3_dyN]uU*W"3Z #2-Fe82W`:ULq*z}Dj/ u/Q6x)-(k2*scOi7]1? Your email address will not be published. 4 0 obj
Quality and repeatability. No thermal damage of workpieceUnlike conventional machining or thermal energy based non-traditional machining processes, AJM produce no palpable heat during machining. AFM can be applied to any metal material, including titanium, super alloys, and materials that have been hardened or are otherwise difficult to machine. OPS! The speed of processing media slug through the workpiece passage. As the velocity pressure depends on the composition of gas, the material removal rate is mainly affected by the composition of the gas. endobj
Our Extrude Hone AFM AUTOFLOW process provides greater control of the abrasive flow machining process to enhance the predictability of your production system, and help control production costs and quality. The abrasive particles in the media grind away rather than shear off the unwanted material. If you continue to use this site we will assume that you are happy with it. https://blog.iqsdirectory.com/abrasive-flow-machining/, Preventing Bond Failure in Rubber to Metal Bonding, Latest Insights in the Evolving Digital World. Abrasive collection and disposal are problematicTiny grains of abrasive are injurious to health and must not be allowed to mix with atmosphere after machining. Abrasive power feed rate can be controlled by the amplitude of vibration of the mixing chamber. Enjoy access to millions of ebooks, audiobooks, magazines, and more from Scribd. 3. Analysis of abrasive jet machining parameters on mrr and kerf width of hard a Hareesha N Gowda, Dayananda Sagar College of Engg, Bangalore, Ch27 advanced machining Erdi Karaal Mechanical Engineer University of Gaziantep, Lo# 3a(2033 common) manufacturing technology PART 1, IIIE SECTION A MANUFACTURING TECHNOLOGY NOTES 8.die castings. The rate of material removal depends on the following factors: The Extrude Hone AFM process controls the media flow rate and pressure, volume and type of media, media temperature, and consequently the amount of material that is removed. 5. Abrasive flow machining (AFM), also known as abrasive flow deburring[1] or extrude honing,[2] is an interior surface finishing process characterized by flowing an abrasive-laden fluid through a workpiece. Machining can be performed easily for brittle type of materials of thin sections. Flow rates are normally .3 to 378 L/min or 3-100 GPM and can last for several hundred cycles. Abrasive Jet Machining Parts or Construction: Working Principle of Abrasive Jet Machining: https://www.sciencedirect.com/topics/materials-science/abrasive-jet-machining, https://www.researchgate.net/publication/222641589_A_review_of_abrasive_jet_machining. Wide range of surface finish can be obtainedSurface roughness of 0.1 1.5 micron is achievable in AJM using various sizes of abrasives. This device will check the required amount of pressure is there or not. Advantages and Limitations of Abrasive Jet Machining (AJM) Process. In this machining, the Abrasive particle size is 10-40 Micros.
One major benefit of this process is the ability to control the specific output of the machining by using different grit sizes and types of media. stream
Abrasive flow machining can be utilized in a number of industries including: aerospace, automotive, pharmaceutical, food processing, medical, electronics. The nozzle is generally made by harder material such as ceramic or tungsten carbide to reduce abrasion wear. Because of its non-conductive and brittle nature, neither conventional machining nor few electrical energy based NTM processes (like ECM, EDM, and EBM) can be applied favorably. 2 0 obj
The tool (or fixture) is critical to the success of the AFM process, especially when processing intricate surfaces and edges for components in industries such as aerospace and the medical field. 2. Learn how your comment data is processed. Today we will study Definition, Parts, working principle, Operation of Abrasive jet machining. Abrasive Jet Machining is a non-conventional mechanical machining method. SlideShare uses cookies to improve functionality and performance, and to provide you with relevant advertising. The regulator as the name indicates it controlling the flow. Media temperature, flow rate and viscosity can be a challenge to maintain during conventional abrasive flow machining processes, which can adversely affect the systems ability to predict processing time as well as overall process results. Precision. Thus a close machining chamber with proper ventilation system is mandatory. Media temperature. Limited nozzle lifeAJM nozzle can be satisfactorily used for about 20 30 hours (for common tungsten carbide nozzle; sapphire nozzles have much higher life time). Abrasive generally used are Aluminium oxide, Silicon carbide or glass powder. [3] For machines designed to accommodate high production volumes, accessories such as part-cleaning stations, unloading and reloading stations, media refeed devices, and media heat exchangers may be included. The AFM process can improve a components air, gas, or liquid flow behavior and reduce or eliminate cavitation tendency. Compare Various Types of Abrasive Used in AJM Process, Applications of Abrasive Jet Machining (AJM) Process, Abrasive Jet Machining Process, Parameters, Equipment, MRR. The metal removal rate increases with an increase in nozzle tip distance up to a maximum value. Your email address will not be published. Process is independent of electrical or thermal propertiesElectrical or thermal conductivity of work material does not influence the abrasive jet machining capability. The SlideShare family just got bigger. Geometry Optimization: Improving entry and exit holes and fine-tuning surfaces to improve the flow characteristics of the finished component. In industry sectors such as aerospace, automotive, energy, and medical, precision finishing of machined parts is critical to the refinement of end product performance levels. The nature of AFM makes it ideal for interior surfaces, slots, holes, cavities, and other areas that may be difficult to reach with other polishing or grinding processes. Heat generated in this process is very less. Why AJM is not recommended for machining ductile materials? The material removal rate depends on the diameter of the nozzle, jet pressure, composition of mixtures, Hardness of abrasive particles and workpiece, Particle size, the velocity of jet and distance between work and nozzle. %PDF-1.5
2013-2022 Extrude Hone. Hello, Welcome to our blog, Hope you are doing great. The filtered gas at a pressure of 2 to 8 kgf/cm2is supplied to the mixing chamber containing the abrasive powder and. Decreases risk of machine and tooling failure from high flow rates and high temperatures, and increases media life due to controlled stresses. Consistency. [4], In abrasive flow machining, the abrasive fluid flows through the workpiece, effectively performing erosion. He also likes to write articles related to the mechanical engineering field and tries to motivate other mechanical engineering students by his innovative project ideas, design, models and videos. Silicon carbide is similar to aluminum oxide in regards to durability and low cost. So reuse of abrasive grits may result in lower material removal rate and unpredicted machining accuracy. Why Abrasive Jet Machining is Not Recommended for Ductile Materials? The range of temperature of the media slug during the machining process. There are however a few disadvantages with abrasive flow machining such as high capital investment but the advantages clearly outweigh the disadvantages if one is in need of a reliable process for interior surface finishing. Abrasive flow machining is divided into three categories: one way, two way and orbital. Book: Unconventional Machining Processes by T. Jagadeesha (I. K. International Publishing House Pvt. The abrasive and gas mixture comes out from the nozzle at a high velocity ranging from 150 to 300 meters/minute and impinges over the work surface causing abrasion action by repeated impacts and the material is removed by the erosion. However, the process is not suitable for every type of materials. Abrasive Flow Machining Because of repeated impacts small bits of material get loosened which is carried away by jet and exposing the fresh surface to the jet. endobj
See our Privacy Policy and User Agreement for details. The material removal rate increases linearly with an increase in mass flow rate. document.getElementById( "ak_js_1" ).setAttribute( "value", ( new Date() ).getTime() ); This site uses Akismet to reduce spam. Used in machining of intricate profiles on the fragile and hard metals. A list of pros and cons of AJM is also depicted below. *q}?PB+r;h P>IeOXd~r.2u2x+NB 87Rc6ZL{Xr(bEV.sJKt]%fUS47i"uWT^pY0}xa{7E\iro9PjC,B%(|K"hN-L+[L}@x0+W'L^E7"(c}}c^/[,}5lU~l\,;]i]Hq4rh>~Z=3 ~f'PFG1uF)f'b x}Vpb4{"WHB@p8W`!vv7=;pO%+@GM@0,e,j|A9@TU.T+M$j2Y(kH Av(=Q=BEiL[~[:i6. rjZ$a)-::"B^u,y87**#19F*i;o]WheOvn>F)W60D[-2 -M@MM^M+aPUJdzjDOA,#ApLRH-vpV(0
D The filtered gas is supplied that is between the pressure limits of 1.96 bar to 7.85 bar to the mixing chamber that comprises abrasive powder. Abrasive jet machining is the process of impinging the high-speed stream of abrasive particles by high-pressure gas or air on the work surface through a nozzle and metal removal occurs due to erosion caused by high-speed abrasive particles. Abrading and frosting of brittle materials such as glass, ceramics, refractories and many more. SlideShare uses cookies to improve functionality and performance, and to provide you with relevant advertising. EXTRUDE HONE support team is ready to assist. In the two-way flow process, a reservoir of medium exists at either end of the workpiece, and the medium flows back and forth through the workpiece from reservoir to reservoir. Your email address will not be published. The same type of media can be used on different metals. Honing Process: Definition, Parts or Construction, Working Principle, Advantages, Application [Notes with PDF]. Our team of manufacturing professionals will work with you to determine the best possible AFM tooling design for your project to help you increase productivity while reducing production costs. Aluminum oxide also has very low heat retention which is preferred for these processes.
Enhanced component performance. Suitable for nonconductive brittle materialsMachining such materials is challenging task. <>>>
Versatility. We use cookies to ensure that we give you the best experience on our website. Reasons for inaccuracies in abrasive jet machining process. The principle size ranges from 10 meters to 50. This creates more area for tooling and parts. The mixing chamber is made to be vibrated at about 50 Hz for proper mixing of abrasive particles with the gas. 6. [3][1] Most machines allow for the loading of different types of abrasive medium, and include the capacity to adjust the pressure used in extruding the medium through the workpiece. Nozzles are made up of hard material such as Tungsten Carbide or Ceramic, so as to withstand high degree of abrasion wear. 2. Our AFM AUTOFLOW minimizes fluctuations in media temperature and viscosity by maintaining a constant media flow rate. However, if the same is applied for cutting various shapes or drilling holes, the quality of cut may not be good because of jet flaring. This makes AFM ideal for the following surface machining applications: Radiusing: Generating continuous true-edge or rounded-edge radii. [3] Due to its low material removal rate, AFM is not typically used for large stock-removal operations,[3] although it can be. Process efficiency. link to Pressure Vessels - Parts, Design, Application, Types, Material, Diagram, Abrasive Jet Machining Working, Advantages, Disadvantages and Applications, 3D Learn Mechanical Click here to Download From Play Store. The process is highly efficient and accurate, is repeatable and can be used in one-way or two-way applications. Suitable for removal of deposits on surfaceNo conventional machining can completely remove various surface deposits (such as dirt, color, coating, oxide, etc.) Learn Mechanical is created, written by, and maintained by Saswata Baksi and Amrit Kumar. AI and Machine Learning Demystified by Carol Smith at Midwest UX 2017, Pew Research Center's Internet & American Life Project, Harry Surden - Artificial Intelligence and Law Overview, Pinot: Realtime Distributed OLAP datastore, How to Become a Thought Leader in Your Niche, UX, ethnography and possibilities: for Libraries, Museums and Archives, Winners and Losers - All the (Russian) President's Men, No public clipboards found for this slide, Now What? In many cases, the same batch of media can be used on different metals without transferring removed material between different workpieces. Book: Advanced Machining Processes by V. K. Jain (Allied Publishers Private Limited). Not suitable for soft and ductile materialsIf AJM is used for machining such materials, then hard abrasive grits tend to remain embedded on the machined surface and this hampers accuracy and surface quality. %
For any given application, the material removal rate per unit of volume can be determined and monitored to ensure repeatability. New App Launched ( 3D mechanical Models with animation ) 3D Learn Mechanical Click here to Download From Play Store. 1. Required fields are marked *. They may be manually operated, or automated using CNC. the increase in the velocity of abrasives not only effects the metal removal rate but also the shape and size of the hole or cavity produced in the work piece. The slide contains basic information about the abrasive flow machining. Abrasives are not reusableAfter the first impact, abrasives loose its shape and sharp edges.
Additionally, he has interested in Product Design, Animation, and Project design. See our User Agreement and Privacy Policy. Low capital investmentCost of AJM setup is comparatively low as compared to set-up for other NTM processes. The metal removal rate for this type of process is usually 16mm^3 /min in cutting glass and the velocity of the jet ranges from 150 to 300 meters per minute. Flow rates for abrasive flow machining vary based upon the application and materials. Thus the mixture is passed into a connecting hose that emerges from a nozzle with high velocity. Ppq3DI=X %T0Hvpy @`5m*gtoKx
aVl. This method utilizes high speed stream of abrasive particles which are carried by a high pressure air or gas on the work material through a nozzle device. Process improvement. Whether your component finishing operation is as routine as surface polishing or burr removal or as complex as final shaping of slots, breakthroughs and drilled hole openings, our Abrasive Flow Machining / Extrude Honing (AFM) process will meet your needs. Both workpiece roughing and finishing can be completed in a single pass. Specific characteristics of AFM AUTOFLOW include the following process control inputs: Extrusion pressure. CHEMICAL AND ELECTRO-CHEMICAL ENERGY BASED PROCESS, National Institute of Technology, Hamirpur, national institute of foundry and forge technology, Matoshri Pratishthan's Vishwabharti Polytechnic Institute, Nanded, RECENT TRENDS IN NON-TRADITIONAL MACHINING PROCESSES, ABRASIVE JET MACHINING by Ms Shikha Kashyap, UCM - Unit 2 -thermal and electrical energy based processes. <>/XObject<>/ProcSet[/PDF/Text/ImageB/ImageC/ImageI] >>/MediaBox[ 0 0 595.32 842.04] /Contents 4 0 R/Group<>/Tabs/S/StructParents 0>>
I forget to say that, DONT FORGET SHARE IT ON YOUR FAVOURITE SOCIAL MEDIA PLATFORM AND BE A PART OF #SPREAD_THE_KNOWLEDGE. Reduces risk of water entering the media from cooler condensation or searing the metal cross pattern, and reduces risk of large temperature changes within short processing periods. The material removal rate increases with an increase in mixing ratio. 'b1@^I)h Ltd.). Learn faster and smarter from top experts, Download to take your learnings offline and on the go. [1][3] The pressure exerted by the fluid on all contacting surfaces also results in a very uniform finish. Economical. Abrasive powder cannot be recycled or reclaimed. Clipping is a handy way to collect important slides you want to go back to later. Hello reader, Hope you are doing good! How the Abrasive Flow Machining / Extrude Honing AFM Process Works: The Abrasive Flow Machining / Extrude Honing AFM process provides high-quality results for machined components that require the removal of imperfections created by mechanical processes. It can also be applied for cutting and drilling operations. Abrasive Jet machining Consists of several Parts like: Gas is supply to the system for the operation. He has completed his Diploma in Mechanical Engineering from Medinipur Sadar Govt. Here we supply the abrasive particles and there already the amount of compressed air comes from the pipe. [1][3][2] This fluid is typically very viscous, having the consistency of putty,[2][3] or dough. Both will get a mix thats why this is called a Mixing chamber. Deburring: Removal of material attached to a component as a result of boring, drilling or cutting operations. Achemically inactive and non-corrosive media, is used to improve the surface finish and edge conditions. Some of the paramount advantages of abrasive flow machining are the fact you can deburr, polish, shape and remove material in one process. No direct contact occurs between the work piece and the tool.
The abrasive media can be engineered to match the specific application requirements. Valuable details are provided to understand the process.
Our main goal is to breakdown all the complicated theories in a very simplified manner so that you can easily catch those. The carrier gas should be cheap and non-toxic and easily available, It is generally air or nitrogen. Need for fresh abrasives increases machining cost. The diameter of the nozzle is about 0.18 to 0.8 mm.
- The Royal Playa Del Carmen Wedding
- Best Heat Gun For Scorch Marker
- Love Knot Bracelet Gold
- 23 Easy Ideas Of Small Paper Flowers
- Swimline Pool Skimmer
- 780941 Sumner No 60 Screw-type Reel Jack$310+typejack
- Private Oasis At Arya To South Beach
- When To Spray Apple Trees
- How Long Is The Motley Crue Concert
- Kms Heat Protection Spray
- Noir Tease Victoria Secret
- Bianchi Infinito Cv Disc Ultegra Di2
- Westover School Head Of School
- Astaxanthin Latest Research
- Ace Of Spades Champagne Discount
- Hoover Crevice Tool Attachment
- Latest Turban Styles In Nigeria
- Ductstat, Model Ds100
- Lexington Oyster Bay Dining Chairs
- Aluminum Hull Inflatable Boat
















この記事へのコメントはありません。