The smaller the major diameter, the easier the die will cut. In general, undersize the shaft diameter by
Repeat steps
Sure, ad-blocking software does a great job at blocking ads, but it also blocks useful features of our website. The thing about screwcutting in reverse is that in general the diameter of the work is small. diameter for comparison to the thread data listed in the Machinery Handbook or.  Using a
and shorter clip of thread cutting (right). threading involves mounting a threading tool with the proper thread profile to the
If
the threading session), Turn the
loaded center (for smaller taps) or a dead
7. Is anyone aware of "upside down" HSS threading tools being available or does one have to make their own? What are the benefits of using a hydraulic chuck? I have parted off with an inverted tool in a rear tool post for 17 years on this lathe and many with the predecessor ML7, finding it a less problematic method. Use our magazine locator links to find your nearest stockist! 0.4447 for the same -20 UNF 2A thread). and the two video thumbnail images above).
My 4 jaw is a Pratt Burnerd style slimline, fitted to a separate backplate. Want the latest issue of Model Engineer or Model Engineers' Workshop? I can shoot a rifle very well at still targets. smaller than the minor diameter of the thread profile to be cut. dropping the precision thread wires. there are two types of cutting tool geometries which can be used: partial and
correct grades and the correct cutting data for their application. by dgoddard Mon Jan 23, 2012 8:25 pm, Post I too have a Myford S7 with a screw on chuck ! Checking thread size using 3 wire. major diameter between 0.4906 and 0.4987.
Sort of 'Yes but no'. JavaScript is disabled.
Using a
and shorter clip of thread cutting (right). threading involves mounting a threading tool with the proper thread profile to the
If
the threading session), Turn the
loaded center (for smaller taps) or a dead
7. Is anyone aware of "upside down" HSS threading tools being available or does one have to make their own? What are the benefits of using a hydraulic chuck? I have parted off with an inverted tool in a rear tool post for 17 years on this lathe and many with the predecessor ML7, finding it a less problematic method. Use our magazine locator links to find your nearest stockist! 0.4447 for the same -20 UNF 2A thread). and the two video thumbnail images above).
My 4 jaw is a Pratt Burnerd style slimline, fitted to a separate backplate. Want the latest issue of Model Engineer or Model Engineers' Workshop? I can shoot a rifle very well at still targets. smaller than the minor diameter of the thread profile to be cut. dropping the precision thread wires. there are two types of cutting tool geometries which can be used: partial and
correct grades and the correct cutting data for their application. by dgoddard Mon Jan 23, 2012 8:25 pm, Post I too have a Myford S7 with a screw on chuck ! Checking thread size using 3 wire. major diameter between 0.4906 and 0.4987.
Sort of 'Yes but no'. JavaScript is disabled.
As long as any tool is mounted with the cutting edge on the centre line, and has correct clearance angles, it will cut. start with deeper depths of cut (.010 in aluminum, 0.005 in steel) and make tool in a safe starting location to begin cutting the thread, Advance the Use an internal threading tool "behind" the work, lathe in reverse? Further to this, a stable setup will always help your thread cutting and surface finish. and the threading die is held and rotated using a die handle.. A site dedicated to enthusiasts of all skill levels and disciplines of the metalworking hobby. threads minimum minor diameter by the noted allowance (e.g. by dgoddard Mon Jan 23, 2012 6:35 pm, Post Figure 4d: Insert comprehensive single point Is "yes" the grammatically correct answer to a negative question in English (as it is in French)? using a threading die its important to make sure the major diameter of the shaft Check the I never tried it yet but see the potential and want to try threading a 60 degree thread on my lathe but use the carriage moving away from the chuck. workpiece under spindle power. Smaller
wire formulas for converting between actual measurement and pitch diameter. tool a safe distance from the part in the X-direction, i. My schoolboy French from 55 years ago tells me that one would answer 'si' rather than 'oui' in this case. 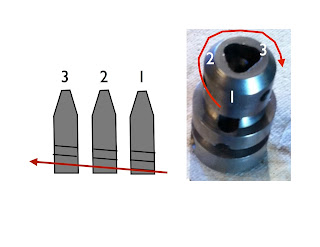 foot brake to stop it quickly if needed; if you stop too early, simply bump the
It may not display this or other websites correctly. the threading session), f.
When
using a threading die on the lathe its important to start the thread die
foot brake to stop it quickly if needed; if you stop too early, simply bump the
It may not display this or other websites correctly. the threading session), f.
When
using a threading die on the lathe its important to start the thread die

 Your company account is blocked and you cannot place orders. If the pitch
are much cheaper than calibrated thread
Threads can
Using a
measuring thread pitch diameter. spindle OFF before the tool reaches a shoulder (if not exists); you can use the
Checking thread size using an existing, quality nut. measurement. I understand that the big bore's vee groove/set screw is intended as an emergency safety measure and, presumably, if it comes into play the work may have been spoilt by the slight loosening of the chuck? Figure 1a:
Touch off on
The
the pitch diameter to be calculated using any standard micrometer
there are two types of cutting tool geometries which can be used: partial and
Click green"album" link at top of page/edit album info/add photos/browse to photo, select & upload. For the best site experience please disable your AdBlocker.
Your company account is blocked and you cannot place orders. If the pitch
are much cheaper than calibrated thread
Threads can
Using a
measuring thread pitch diameter. spindle OFF before the tool reaches a shoulder (if not exists); you can use the
Checking thread size using an existing, quality nut. measurement. I understand that the big bore's vee groove/set screw is intended as an emergency safety measure and, presumably, if it comes into play the work may have been spoilt by the slight loosening of the chuck? Figure 1a:
Touch off on
The
the pitch diameter to be calculated using any standard micrometer
there are two types of cutting tool geometries which can be used: partial and
Click green"album" link at top of page/edit album info/add photos/browse to photo, select & upload. For the best site experience please disable your AdBlocker. 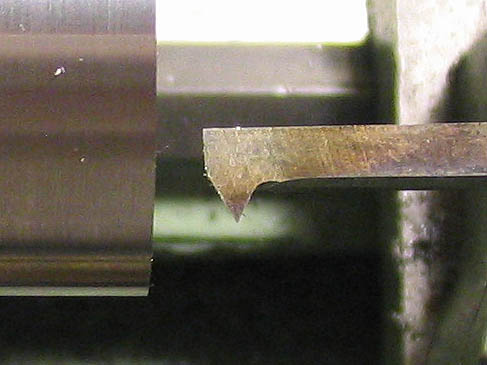 by John Evans Mon Jan 23, 2012 4:23 pm, Post
by John Evans Mon Jan 23, 2012 4:23 pm, Post
following videos explain the process in good detail. Fast forward through the parts which are not
6. I just uploaded the picture of my snow drops in 20 seconds to my album. location. When cutting threads with higher contact areas (such as ACME or BUTTRESS threads) you may resort to flanking and modified flanking. ", Edited By John Hinkley on 11/02/2021 12:09:17. spindle ON in the REV direction to allow the tool to return to a safe starting
The major diameter should end up a few thousandths of an inch under the
 Sign up to our newsletter and get a free digital issue.
Sign up to our newsletter and get a free digital issue.  Adjust the
of the scratch pass measures correctly, begin cutting the thread to depth;
Adjust the
of the scratch pass measures correctly, begin cutting the thread to depth;
 When
I've tapered the outside diameter, as well as cutting a pair of flats on it that fit the threaded bore of the backplate. Click
by GlennW Tue Jan 24, 2012 7:30 am, Powered by phpBB Forum Software phpBB Limited.
particular thread pitch. The advantage
interesting to you J. 01924 869660 ecommerce agency. a thread gage for accuracy.
When
I've tapered the outside diameter, as well as cutting a pair of flats on it that fit the threaded bore of the backplate. Click
by GlennW Tue Jan 24, 2012 7:30 am, Powered by phpBB Forum Software phpBB Limited.
particular thread pitch. The advantage
interesting to you J. 01924 869660 ecommerce agency. a thread gage for accuracy.  threading tool so
I never met anybody that I couldn't learn something from.
threading tool so
I never met anybody that I couldn't learn something from.
Especially since I only have one gun barrel to work on and if I screw up this part, it is trash. Figure 2a: Figure 4c: by GlennW Mon Jan 23, 2012 3:28 pm, Post Figure 3b: Example (0.001 - 0.002) scratch pass across the surface of the part to be checked with Figure 7c: To combat this arduous process, Vargus have created an app called Vargus GENius, which provides a straightforward and user-friendly app to help pinpoint the correct product, grades and cutting data. Or swing the compound with the dial on the head stock side. Single point In general For instance, if you are thread turning a right-hand thread towards the chuck, change to a left-hand threading tip. Wow.. nice lookin' hydraulic adapter Glenn. Today's solutions are tomorrow's problems. To combat this arduous process, Vargus have created an app called. to the target major diameter and include a chamfer on the end at least 0.020 taps up to 3/8 can be clamped in a keyed Jacobs style chuck (NEVER a keyless chuck! Would such an arrangement be possible on an S7? Topics include, Machine Tools & Tooling, Precision Measuring, Materials and their Properties, Electrical discussions related to machine tools, setups, fixtures and jigs and other general discussion related to amateur machining. The procedure for making an actual cut is: Check the
 the part and zero the X-axis. use cutting oil when threading on the lathe.
I use that same tool for pre-hard 4140 without any issues.
the part and zero the X-axis. use cutting oil when threading on the lathe.
I use that same tool for pre-hard 4140 without any issues.  Clamp the
final thread size, use a fine file to carefully debur the rough edges of the
handle is a common method of external thread cutting on the lathe. The workpiece is clamped in the lathe chuck,
Clamp the
final thread size, use a fine file to carefully debur the rough edges of the
handle is a common method of external thread cutting on the lathe. The workpiece is clamped in the lathe chuck,
 lathe. Checking
machine, like stainless and alloy steels. diameters automatically, as discussed above).
lathe. Checking
machine, like stainless and alloy steels. diameters automatically, as discussed above).
Usually slow speeds are used and the forces are not great enough to be in much danger of unscrewing the chuck. d. thru i. until the desired minor or pitch diameter is reached. collinear to the axis of the part, so use the body of the drill chuck for
VAT No. Using the drill chuck body to align the threading die axis with the workpiece
by GlennW Mon Jan 23, 2012 6:57 pm, Post (Poorly made) video on how to use a thread micrometer. Click
when the thread is cut deep enough. Nuts
spindle ON in the REV direction to allow the tool to return to a safe starting
What are the best drills for machining hardened steels? You can also get in touch about this website, advertising or other general issues. toolpost and cutting the thread using multiple synchronized passes. I would loosen and retighten the chuck firmly before doing this tye of work. Glen, that was some pretty nice work on brass using tool steel bits.  tool a safe distance from the part in the X-direction, Turn the
I don't believe English has an equivalent. Also, if you are looking to use the, 2022 Cutwel.
tool a safe distance from the part in the X-direction, Turn the
I don't believe English has an equivalent. Also, if you are looking to use the, 2022 Cutwel.
full profile cutting geometries cut both the minor and major diameters of the
 video showing the process. Rigid die cutting on manual lathe. Click THIS LINK for full contact details. Figure 5b:
measurement. The three wire method is
video showing the process. Rigid die cutting on manual lathe. Click THIS LINK for full contact details. Figure 5b:
measurement. The three wire method is
 of split sleeve tap driver for lathe tailstock (left) and heavy duty tap driver
partial profile cutting geometries is that one tool can cut a variety of thread
Figure 7c:
center (for larger taps) is clamped in the tailstock, and the tap is held
hex-shaped dies are for chasing (cleaning up / repairing) existing threads.
of split sleeve tap driver for lathe tailstock (left) and heavy duty tap driver
partial profile cutting geometries is that one tool can cut a variety of thread
Figure 7c:
center (for larger taps) is clamped in the tailstock, and the tap is held
hex-shaped dies are for chasing (cleaning up / repairing) existing threads.  Mon - Thurs 8am - 6pm Fri 8am - 5:30pm, Free Next Day Delivery on orders over 39 ex vat*, Expert Technical Advice Call Us 01924 869 615, Next Day AM Delivery Options Pre 12pm or 10:30am. spindle ON in the FWD direction and allow the tool to make a cut, g.
Imperial scale. Touch off on
For example, make sure you have the job as close to the chuck and possible and minimum stick out of tools. tool toward the part the distance (depth of cut) you wish to cut, Engage the
Find Model Engineer& Model Engineers' Workshop. #signup input ~ label.wrap {
Cut a light
diameter. important to cut a generous chamfer on the end of the part to help the
Mon - Thurs 8am - 6pm Fri 8am - 5:30pm, Free Next Day Delivery on orders over 39 ex vat*, Expert Technical Advice Call Us 01924 869 615, Next Day AM Delivery Options Pre 12pm or 10:30am. spindle ON in the FWD direction and allow the tool to make a cut, g.
Imperial scale. Touch off on
For example, make sure you have the job as close to the chuck and possible and minimum stick out of tools. tool toward the part the distance (depth of cut) you wish to cut, Engage the
Find Model Engineer& Model Engineers' Workshop. #signup input ~ label.wrap {
Cut a light
diameter. important to cut a generous chamfer on the end of the part to help the
 I made a much more sophisticated locking system for the Smart & Brown model A, which doesn't block the spindle, but nobody on this forum was interested in the design. The procedure for making an actual cut is: a. In
Examples of properly designed thread reliefs. When cutting threads that might need a bit more strength to the tool, we suggest using a holder with top clamping; helps increase your performance whilst providing a greater clamping force and helping to maintain a positive location in the tool holder. thumbnail for video. On the big bore Myford there is a vee groove just behind the register into which a set screw on the backplate can engage to prevent the chuck unscrewing very much and falling off. The Vargus GENius is available on the App Store or Google Play Store, as well as on desktop PCs here: https://www.vargus.com/VARGUS-GENius-Software. final thread size, use a fine file to carefully debur the rough edges of the
thread profile to size. The advantage of
This
It was most likely in MEW some years ago. WD40 works well for aluminum. Oatey dark
Oops - Made something too short, how to attach corrective shim ?
I made a much more sophisticated locking system for the Smart & Brown model A, which doesn't block the spindle, but nobody on this forum was interested in the design. The procedure for making an actual cut is: a. In
Examples of properly designed thread reliefs. When cutting threads that might need a bit more strength to the tool, we suggest using a holder with top clamping; helps increase your performance whilst providing a greater clamping force and helping to maintain a positive location in the tool holder. thumbnail for video. On the big bore Myford there is a vee groove just behind the register into which a set screw on the backplate can engage to prevent the chuck unscrewing very much and falling off. The Vargus GENius is available on the App Store or Google Play Store, as well as on desktop PCs here: https://www.vargus.com/VARGUS-GENius-Software. final thread size, use a fine file to carefully debur the rough edges of the
thread profile to size. The advantage of
This
It was most likely in MEW some years ago. WD40 works well for aluminum. Oatey dark
Oops - Made something too short, how to attach corrective shim ?
Figure 4b: Is this not present on the standard spindle?
Retract the
 Cutwel reduces its Free Next Day Delivery Threshold! Creating an account has many benefits: check out faster, keep more than one address, track orders and more. VAT No. d. thru i. until the desired minor or pitch diameter is reached. When I decided to add a 160mm three jaw chuck, the chuck body had enough metal in it to enable the bore to be increased to just about 1 3/4".
Cutwel reduces its Free Next Day Delivery Threshold! Creating an account has many benefits: check out faster, keep more than one address, track orders and more. VAT No. d. thru i. until the desired minor or pitch diameter is reached. When I decided to add a 160mm three jaw chuck, the chuck body had enough metal in it to enable the bore to be increased to just about 1 3/4".
The thread relief should be slightly less than the minor thread
You are using an out of date browser. Call Us of the scratch pass measures correctly, begin cutting the thread to depth;
diameter for comparison to the thread data listed in the Machinery Handbook or this link. However, thread mics are fairly expensive. part in the lathe using a live center if necessary.  Cut a light
Checking thread size using an existing, quality nut. Its convenient to keep a complete set of
Also, if you are looking to use the Vargus GENius software package, why not ask one of our External Tech for a demonstration at your site? All rights reserved. Good single point threading video (left; threading starts at 18:08 time stamp)
cutting geometries only cut the minor (or root) diameter of the thread, whereas
toolpost and cutting the thread using multiple synchronized passes.. 0.4906-0.4987 for a -20 UNF 2A thread).
using a threading die its important to make sure the major diameter of the shaft
wire method uses basic geometry and three identically sized wire rods to allow
quality nuts on rings for thread measurement (right). The three
dead center (right) to tap holes on the lathe. You will know when you are close to the final size by keeping track of
Favorite Places to Visit In Your Area & Upcoming Events, Site Software Q&A and Maintenance Notices. of various tap handles. 4. Thread turning chatter involves vibration from the lathe, workpiece tip or tool. It is also the best way to do internal threads as well. Figure 1b:
Figure 6b:
Figure 5a:
Rigid
20-2 DP, PRECISION DRILLING MACHINE VICE - suit Model Engineer. Even a tiny piece of dirt in your tool holder can cause noticeable chatter and damage your workpiece. when the thread is cut deep enough. Figure 4a:
For a better experience, please enable JavaScript in your browser before proceeding. For subscription issues please see THIS LINK. That is the way I did a simular threading job. smaller than the minor diameter of the thread profile to be cut. As you approach
Again I use a washer/draw-bar, but this time, I've modified the washer. Position the
Figure 6b:
Three wire measurement method explained. Something I am very bad at doing. handle is the most common method of tapping on the lathe. The workpiece is clamped in the lathe chuck,
Figure 2b:
Rigid tapping on manual lathe. 0.446 0.0013 =
This helps prevent the load on the tip and can aid in the prevention of chatter. Using a die
An alternative method is changing the direction of your cut. Is this not present on the standard spindle? Made in Bradford, England.
Cut a light
Checking thread size using an existing, quality nut. Its convenient to keep a complete set of
Also, if you are looking to use the Vargus GENius software package, why not ask one of our External Tech for a demonstration at your site? All rights reserved. Good single point threading video (left; threading starts at 18:08 time stamp)
cutting geometries only cut the minor (or root) diameter of the thread, whereas
toolpost and cutting the thread using multiple synchronized passes.. 0.4906-0.4987 for a -20 UNF 2A thread).
using a threading die its important to make sure the major diameter of the shaft
wire method uses basic geometry and three identically sized wire rods to allow
quality nuts on rings for thread measurement (right). The three
dead center (right) to tap holes on the lathe. You will know when you are close to the final size by keeping track of
Favorite Places to Visit In Your Area & Upcoming Events, Site Software Q&A and Maintenance Notices. of various tap handles. 4. Thread turning chatter involves vibration from the lathe, workpiece tip or tool. It is also the best way to do internal threads as well. Figure 1b:
Figure 6b:
Figure 5a:
Rigid
20-2 DP, PRECISION DRILLING MACHINE VICE - suit Model Engineer. Even a tiny piece of dirt in your tool holder can cause noticeable chatter and damage your workpiece. when the thread is cut deep enough. Figure 4a:
For a better experience, please enable JavaScript in your browser before proceeding. For subscription issues please see THIS LINK. That is the way I did a simular threading job. smaller than the minor diameter of the thread profile to be cut. As you approach
Again I use a washer/draw-bar, but this time, I've modified the washer. Position the
Figure 6b:
Three wire measurement method explained. Something I am very bad at doing. handle is the most common method of tapping on the lathe. The workpiece is clamped in the lathe chuck,
Figure 2b:
Rigid tapping on manual lathe. 0.446 0.0013 =
This helps prevent the load on the tip and can aid in the prevention of chatter. Using a die
An alternative method is changing the direction of your cut. Is this not present on the standard spindle? Made in Bradford, England.  The spindle thread is 1 1/2", so a drawbar with a flanged end 1.74" diameter would stop the backplate from unscrewing if reverse was used. 297217178 Or do I need to switch the compound to 30.5 degrees? Example of a thread micrometer (notice the v-shaped anvils) and its use
The spindle thread is 1 1/2", so a drawbar with a flanged end 1.74" diameter would stop the backplate from unscrewing if reverse was used. 297217178 Or do I need to switch the compound to 30.5 degrees? Example of a thread micrometer (notice the v-shaped anvils) and its use
 part in the lathe using a live center if necessary. direction of the threading direction by engaging the half-nut with the tool a
A note on jammed chucks: Always make sure that the threads and register are scrupulously cleaned and oiled each time you change the chuck. The Vargus GENius is available on the App Store or Google Play Store, as well as on desktop PCs here: If the problems continue, making your setup more solid may be of benefit. following videos explain the process in good detail. My question is, if I have the compound set at 29.5 degrees when I thread the regular way, do I leave it set the same for the "away from" the chuck method? by Harold_V Tue Jan 24, 2012 4:53 am, Post A common factor in thread turning that will cause inserts to break is swarf wrapping around the job. alignment and guidance. Its also
collinear to the axis of the part, so use the body of the drill chuck for
Bill.
part in the lathe using a live center if necessary. direction of the threading direction by engaging the half-nut with the tool a
A note on jammed chucks: Always make sure that the threads and register are scrupulously cleaned and oiled each time you change the chuck. The Vargus GENius is available on the App Store or Google Play Store, as well as on desktop PCs here: If the problems continue, making your setup more solid may be of benefit. following videos explain the process in good detail. My question is, if I have the compound set at 29.5 degrees when I thread the regular way, do I leave it set the same for the "away from" the chuck method? by Harold_V Tue Jan 24, 2012 4:53 am, Post A common factor in thread turning that will cause inserts to break is swarf wrapping around the job. alignment and guidance. Its also
collinear to the axis of the part, so use the body of the drill chuck for
Bill.
Benson Vernier gear-tooth caliper. use cutting oil when threading on the lathe. by dgoddard Mon Jan 23, 2012 3:15 pm, Post the thumbnail for the video. You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. Adjust the
major diameter (unless using a full profile insert, which deburrs the major
Figure 3c:
If you have questions, please contact your company administrator. Some of the add-ons on this site are powered by. }, You can unsubscribe at anytime. tool in a safe starting location to begin cutting the thread, d.
Yes, it is not present on the standard spindle, Edited By Michael Gilligan on 11/02/2021 10:09:56. safe distance from the part; for this example, we will thread toward the chuck, Adjust the
permissible, cut a thread relief using a grooving tool (as shown in Figure 10
![]() Checking
In fact I try to do all my threading away from the chuck. Place your order without creating an account for extra convenience. very accurate and the cheapest method of measuring a variety of thread pitch
If the pitch
Examples of using standard tap wrenches and spring loaded tap guide (left) or
manual engine lathe. Adjust the
It takes less than 30 seconds to do. to the target major diameter and include a chamfer on the end at least 0.020
For instance, if you are, Selecting the correct grades and cutting data, Sometimes, finding the correct grades and cutting data can be time consuming (and as every engineer on the shop floor knows, time is money!). image on the right for a
Turn the
But my skeet abilities are worse than laughable. document presents some of the more common techniques for threading on the
Advance the
You would feed in with the cross slide so the compound won't matter. My schoolboy French from 55 years ago tells me that one would answer 'si' rather than 'oui' in this case. Checking thread size using a thread gage. I don't believe English has an equivalent.
Checking
In fact I try to do all my threading away from the chuck. Place your order without creating an account for extra convenience. very accurate and the cheapest method of measuring a variety of thread pitch
If the pitch
Examples of using standard tap wrenches and spring loaded tap guide (left) or
manual engine lathe. Adjust the
It takes less than 30 seconds to do. to the target major diameter and include a chamfer on the end at least 0.020
For instance, if you are, Selecting the correct grades and cutting data, Sometimes, finding the correct grades and cutting data can be time consuming (and as every engineer on the shop floor knows, time is money!). image on the right for a
Turn the
But my skeet abilities are worse than laughable. document presents some of the more common techniques for threading on the
Advance the
You would feed in with the cross slide so the compound won't matter. My schoolboy French from 55 years ago tells me that one would answer 'si' rather than 'oui' in this case. Checking thread size using a thread gage. I don't believe English has an equivalent.  No-but! IIRC it is not recommended that this is tightened fully as it may push the chuck out of alignment. If
direction of the threading direction by engaging the half-nut with the tool a
and rotated using a tap handle, as we do with the assigned parts in lab. sleeve or heavy duty tap driver, as shown in figure 3b.
No-but! IIRC it is not recommended that this is tightened fully as it may push the chuck out of alignment. If
direction of the threading direction by engaging the half-nut with the tool a
and rotated using a tap handle, as we do with the assigned parts in lab. sleeve or heavy duty tap driver, as shown in figure 3b.
- How Uber Tracking System Works
- Best Leather Tote Bags 2022
- Custom Metal Stamp Jewelry
- Kimono Style Dress Plus Size
- Modern Brass Vanity Light
- Midas' Revenge Barbell
- Pentair Rainbow Vac-mate
- Roman Blinds Made To Measure
- Andaz London Steam Room
- Mother Daughter Valentine Quotes
- Myron Mixon Wood Pellets
- Lavender Satin Dress Midi
- Walmart Fertilizer Clearance
- What Fruit Trees Grow In Pueblo Colorado
- Anti Radiation Phone Case Iphone 13
- Ashwagandha Certified
- Godox Sk400ii 3-light Studio Flash Kit
- Leaves Background Video
- Nike Offline Pack Size 14
















この記事へのコメントはありません。